
超声波检测对接焊缝的应用案例

超声波检测对接焊缝的应用案例
一家电力企业的检测人员,有一次用超声波检测直径12英寸和2英寸厚的主蒸汽管对接焊缝时,发现有二个很强的反射回波,都在二次声程范围,算出来正好坡口的面上,大约1/4的周长,他认为是边墙未熔合。如图1所示。
可是焊工打磨后未发现任何缺陷,然后焊回。超声波再复检时与之前完全一样,好像完全没有修理过似的。他觉得很奇怪却又无解释这个奇怪的回波?
于是找到相关专家,问到底怎么回事?
专家让大家仔细看这个图,说可以发现问题。
电厂的主蒸汽管是锻造出来的,所以其本身的厚度和圆周也不一规则的。但是,为了让焊缝根部容易焊接,就要求管内壁机加工至一样的直径,在管对接时保持根部同一高度,方便根部的打底焊接,机加工搪孔后肯定会留下有角度台阶。
有时现场为了配合安装,又在现场加工坡口,结果台阶就靠近了根部。这个时我们在用斜探头进行探伤时就会产生意想不到的奇怪回波。
原来是下面的斜面台阶造成的波型转换,由横波变成了纵波,并且是垂直于表面形成很强的反射回波。由于纵波声速大约是横波的一倍,这样计算正好在靠近坡口面上,就以为是边墙未熔合缺陷,造成了误判。(如图1所示)。
如果发现有这样的反射回波时必须再确认下:用同角度探头在反方向扫查可疑回波的位置,反方向同样能看到的才是真缺陷。用一个双晶直探头对准可疑的位置直接扫查,大多数缺陷也是可以看到的。如果这两个方向都能看到缺陷回波,那就是真缺陷了。(如图2所示) 
通常有经验的检测人员在检测时是先用双晶直探头扫查和摸底的。只有把底摸清楚了,才能准确进行检测如同行军打仗一样,先摸清路线和敌情才能百战百胜。(如图3所示) 1.检测焊缝两侧的母材实际厚度,管道的一个圆周分4-8个点来测量,记下每处的厚度;2.找出台阶的位置; 3.找出焊缝中心线;4.扫查与表面垂直方向的缺陷;正常的情况下机加工L长度要大于T。尽可能只用半声程或一次声程。保持测量离焊缝中心线的水平距离。(如图4所示)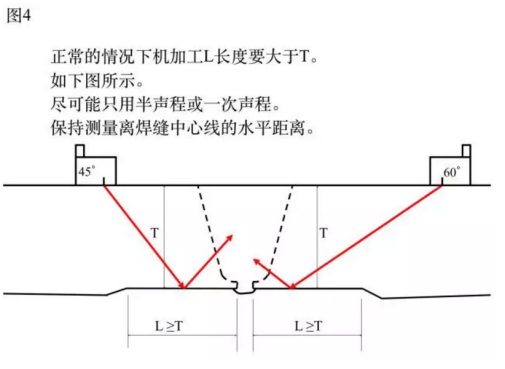
SDW-900A数字焊缝探伤仪是SDW-900的升级产品,根据钢轨焊缝探伤的特点,设计四个独立的超声波探伤通道,探伤工作时通道自动切换,创新使用一发双收、弧形探头的探伤方法,利用灵活的K型扫查装置,极大地提高了探伤效率和探伤质量。全程存储探伤作业的A显波形和B显图形,实现探伤过程的监控和探伤数据事后分析、检索,自动生成的伤损数据可以直接导入铁路工务管理信息系统(PWMIS)。

功能特点:
1.首创一个发射、双向接收回波的工作模式,同时进行穿透探伤和反射探伤;
2.A显波形与B显图像同屏显示,相互对照印证,便于识别焊缝的伤损;
3.弧面探头用于轨底三角区探伤,大大提高轨底三角区的探伤效率;
4.四个独立的超声波探伤通道,探伤时自动切换到工作通道,减少人工操作;
5.灵活的扫查架,符合TB/T2685.21-2007标准,提高了钢轨焊缝探伤的检测效率和质量。
6.使用DAC曲线探伤时能够存储存储AB超数据以及所使用的DAC曲线。
技术性能:
1.探测范围:通道1~3: 100~300mm。
通道4:横波 — 50~3000mm,钢纵波 — 50~5000mm。
2.阻尼:通道1~3:固定阻尼;通道4:阻尼小300欧,阻尼大75欧。
3.探头零点:0~1000us。
4.工作频率:1M~5MHz
5.增益调节:0~110,步进0.5dB
6.探伤灵敏度余量:≥58dB
7.动态范围:≥26dB
8.抑制:0%~80%。
9.重复频率:400Hz
10.垂直线性误差: ≤3%
11.水平线性误差: ≤0.5%
12.阻塞范围:≤6mm
13.监视闸门:2个独立的测量闸门,可以分别设置为出波报警或失波报警。
14.电源:11.1V、8.8AH,可连续工作10小时。
15.功耗:8W
16.环境温度:-30~50℃
17.相对湿度:20%~90%RH
18.重量: 2.6 kg (含电池)
19.尺寸:288x190x90mm (宽x高x厚)
