超声波检测对接焊缝的应用
超声波检测对接焊缝的应用
一家电力企业的检测人员,有一次用超声波检测直径12英寸和2英寸厚的主蒸汽管对接焊缝时,发现有二个很强的反射回波,都在二次声程范围,算出来正好坡口的面上,大约1/4的周长,他认为是边墙未熔合。如图1所示。
可是焊工打磨后未发现任何缺陷,然后焊回。超声波再复检时与之前完全一样,好像完全没有修理过似的。他觉得很奇怪却又无解释这个奇怪的回波?
细看这个图,说可以发现问题:
电厂的主蒸汽管是锻造出来的,所以其本身的厚度和圆周也不一规则的。但是,为了让焊缝根部容易焊接,就要求管内壁机加工至一样的直径,在管对接时保持根部同一高度,方便根部的打底焊接,机加工搪孔后肯定会留下有角度台阶。
有时现场为了配合安装,又在现场加工坡口,结果台阶就靠近了根部。这个时我们在用斜探头进行探伤时就会产生意想不到的奇怪回波。
原来是下面的斜面台阶造成的波型转换,由横波变成了纵波,并且是垂直于表面形成很强的反射回波。由于纵波声速大约是横波的一倍,这样计算正好在靠近坡口面上,就以为是边墙未熔合缺陷,造成了误判。(如图1所示)。

如果发现有这样的反射回波时必须再确认下:用同角度探头在反方向扫查可疑回波的位置,反方向同样能看到的才是真缺陷。用一个双晶直探头对准可疑的位置直接扫查,大多数缺陷也是可以看到的。
如果这两个方向都能看到缺陷回波,那就是真缺陷了。(如图2所示)

通常有经验的检测人员在检测时是先用双晶直探头扫查和摸底的。只有把底摸清楚了,才能准确进行检测。如同行军打仗一样,先摸清路线和敌情才能百战百胜。(如图3所示)

1.检测焊缝两侧的母材实际厚度,管道的一个圆周分4-8个点来测量,记下每处的厚度;
2.找出台阶的位置;
3.找出焊缝中心线;
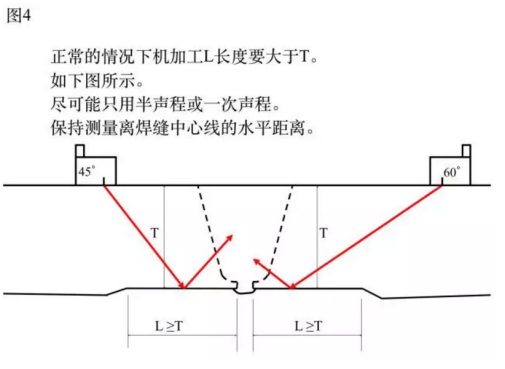
4.扫查与表面垂直方向的缺陷;正常的情况下机加工L长度要大于T。尽可能只用半声程或一次声程。保持测量离焊缝中心线的水平距离。(如图4所示)